7*24小時服務熱線:
0755-36960993

許多客戶有這樣的疑問:儲能式螺柱焊 的焊接強度要比拉弧式螺柱焊 差,那是不是說儲能式螺柱焊 焊不牢?
前半句話沒有問題,后半句話理解上有偏差。以下我們做詳細分析。
在這里我們討論的問題有一個重要的前提條件:排除因設備本身質量問題而導致的焊接強度不高的因素。
焊接方式一般分為3種:
簡單來說,焊接方式的不同決定了熔池深度的不同,熔池深度直接決定了焊接強度的大小。
| 焊接方式 | 圖例 | 最小板厚要求 | 熔池深度 | 適合板厚 | 背面印痕 |
儲能式螺柱焊 (無保護) | 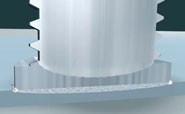 | 1/10螺柱直徑 最薄0.5 mm | 淺 | 0.5 - 2 mm | 幾乎無 / 輕微突出 |
短周期螺柱焊 (無保護 / 氣體保護) |  | 1/8螺柱直徑 | 中等 | 0.5 - 3 mm | 輕微突出 / 背面可能發黑 |
長周期螺柱焊 (氣體保護 / 瓷環保護) | 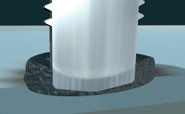 | 1/4螺柱直徑 最薄2 mm | 深 | 2 mm以上 | 可能較大 |
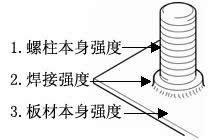
在考察焊接強度時,我們必須同時考察三種強度因素:
1. 螺柱本身強度(受螺柱材質硬度影響)
2. 焊接強度(受熔池深淺影響)
3. 板材本身強度(受板材材質硬度、厚度影響)
焊接強度檢測的過程就是這三個強度相互比較的過程。
當三者比較時,只要焊接強度不是最差,則我們可以認為焊接強度滿足要求。
| 三者比較最弱項 | 強度檢測結果 | 評價 | 可能原因 | 建議 |
| 螺柱本身強度 |  | 合格 | 螺柱材質偏軟 | |
| 板材本身強度 |  | 合格 | 1. 板材材質偏軟 2. 板材較薄 |
當三者比較時,焊接強度表現最差時,我們就認為焊接強度不能滿足要求。
| 三者比較最弱項 | 強度檢測結果 | 評價 | 可能原因 | 建議 |
| 焊接強度 |  | 不合格 | 1. 板材較厚 2. 螺柱直徑偏大 3. 選擇了不恰當的焊接方式 | 選擇正確的焊接方式 |
以下是根據實際經驗總結出的一般規律,僅供參考,如有疑問可致電上海悅仕,我們將為您做進一步解答。
| 儲能式螺柱焊 | 短周期拉弧式螺柱焊 | 長周期拉弧式螺柱焊 | |
| 推薦板材材質 | 低碳鋼冷軋板、不銹鋼、鋁、黃銅 | 低碳鋼冷軋板、熱軋板、不銹鋼 | 低碳鋼冷軋板、熱軋板、不銹鋼 |
| 0.5-1 mm | 合格 | 板材可能焊穿 | 板材焊穿 |
| 1-2 mm | 合格 | 合格但背面可能有印痕 | 焊接處板材可能變薄,影響整體強度 |
| 2-3 mm | 可能不合格 需根據材質及焊接要求確定 | 合格 | 合格 |
| 3 mm以上 | 可能不合格 需根據材質及焊接要求確定 | 可能不合格 需根據材質及焊接要求確定 | 合格 |
